
PERC激光开槽电池技术
光伏产业网讯
发布日期:2020-05-22
核心提示:
PERC激光开槽电池技术
1. 激光开槽原理


1.1 激光加工原理
激光又名镭射(Laser),它的全名是“辐射的受激发射光放大”。(Light Amplification by Stimulated Emission of Radiation)。
加工原理为具有较高能量密度的激光束照射在被加工材料表面,材料表面吸收激光能量,温度上升,产生熔融、烧蚀、蒸发,从而达到去除表层的目的。
1.2 激光开槽作用
激光开槽是利用激光在硅片背面进行打孔或开槽,将部分AL2O3与SiNx薄膜层打穿露出硅基体,背电场通过薄膜上的孔或槽与硅基体实现接触。
1.3激光加工过程
1. 通过热激发或光激发产生导带电子;
2. 导带电子通过雪崩电离和焦耳加热吸收能量形成等离子体;
3. 等离子体通过电子声子耦合将能量传递给材料品格;
4. 品格被加热材料熔化、升华;
5. 物质的热扩散和声声冲击波引起周围物质的变化。
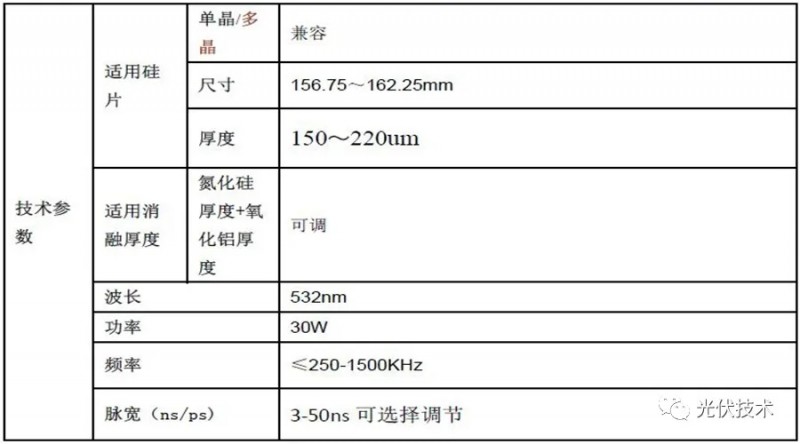
1.4激光规格参数
2. 开槽激光系统介绍
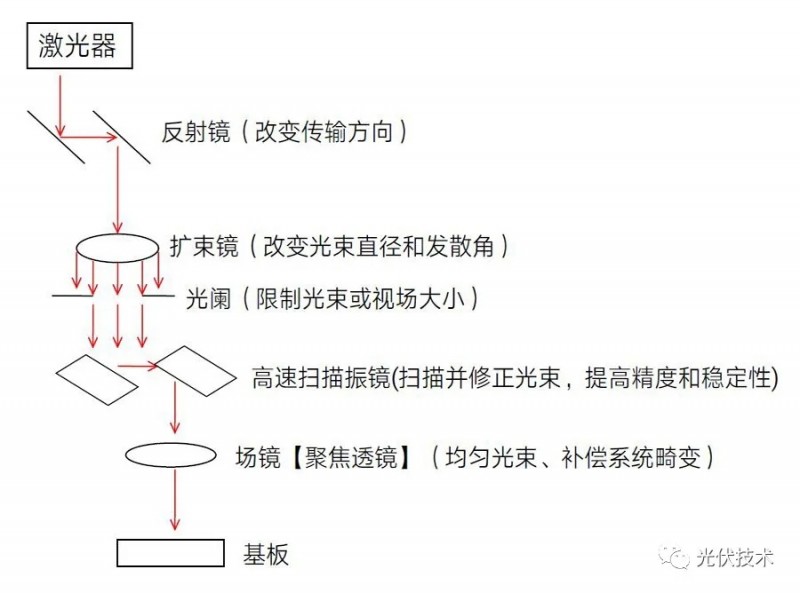
2.1 激光工作原理示意图
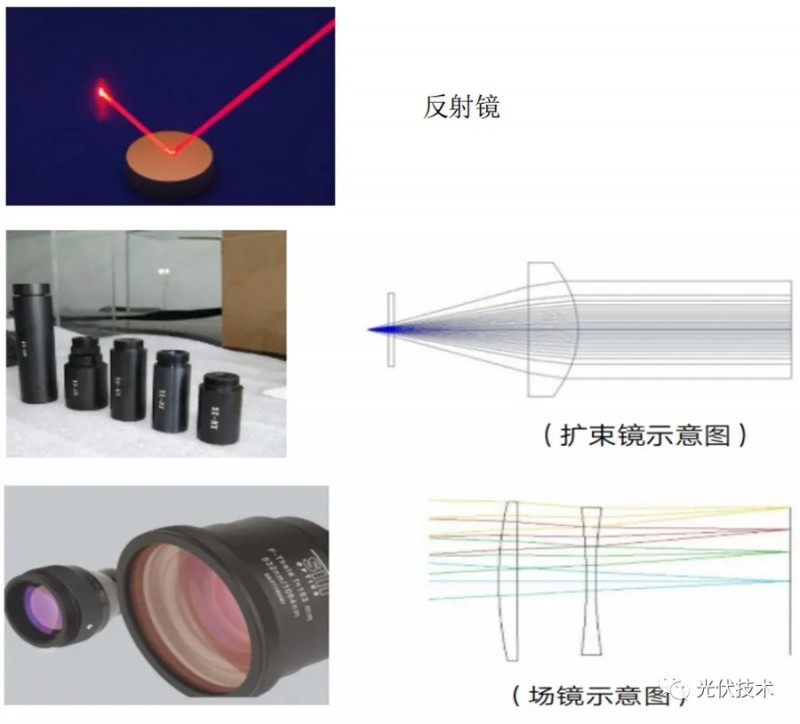
2.2 部分实物示意图
2.3光路校正检查
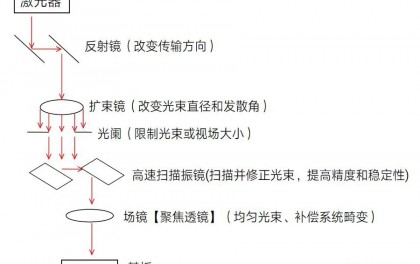
1. 该激光消融设备中,532nm激光从激光器输出后,先经过两路全反射镜反射,再经过扩束镜、手动光阑后输入激光扫描振镜、聚焦透镜,最后输出经过聚焦后的激光。
2. 激光经过1号反射镜,让其传输方向改变90°;再经过2号反射镜,让其传输方向再改变90°。
3. 1号反射镜与2号反射镜的角度对激光传输方向非常重要,同时会影响激光传输的效率,在调整两者的角度时需要特别注意,看激光是否达到90°反射。(90°反射可以保证激光传输过程中功率损耗降到最小)通过2号反射镜后的激光,经过扩束镜中心输出,直至扫描振镜输入端中心输入。
4. 设备运行一段时间后,需要打开防护盖板,确认反射镜、扩束镜、光阑固定螺丝是否松动。
2.4光路校正步骤
1. 佩戴好激光防护眼镜、532nm倍频片(用于观察光斑)。
2. 调整激光功率到合适大小,大致10%左右的激光功率。
3. 调整1号反射镜角度,使得激光达到90°反射到达2号反射镜。
4. 调整2号反射镜角度,使得激光达到90°反射到达扩束镜。
5. 使用倍频片观察扩束镜输出端,检查激光是否经过扩束镜中心输出。如果激光偏离中心输出,返回调整2号反射镜、1号反射镜。直至将激光调整到中心输出。
6. 调整扩束镜倍数大小,直至将光束调整到工艺要求合适的工作焦距。
7. 调整激光从手动光阑中心输出,调整光阑孔径大小,直至将激光功率调整到工艺所需要求。
8. 调整激光从扫描振镜输入端中心输入。
2.5光路清洁维护
1. 作用:保证光路上各镜头(片)的洁净度,决定了它们是否能够发挥本身的光学性能:比如透光率、反射率等等。光路系统的维护主要指各个光学镜头(片)的除尘擦拭,光路系统部分的维护主要涉及以下几个部位:
2. 光路封闭机构是否密封;
3. 激光头输出窗口是否有灰尘;
4. 反射镜、扩束镜是否有灰尘;
5. 扫描振镜头X/Y反射镜片是否有灰尘;
6. 至少每2周一次重点检查F-θ场镜输出面是否有灰尘等污染物,镜面必须保证干净无任何污染物。
2.6光路清洁维护操作
在准备对这些光学镜头、镜片进行擦拭除尘之前,必须保证不能移动它们各自所在的位置。具体操作如下:
1. 光路维护人员首先戴好口罩、手套。
2. 准备擦拭除尘的工具:包括镜头清洁剂(镜头清洁剂由酒精和乙醚配兑而成,酒精和乙醚两者都要100%的,等级选用分析纯的,以避免杂质对镜头的伤害。酒精和乙醚的比例可取1:1,南方沿海地区气候湿润,可多加些乙醚,比例可取1:2)、光学长绒无尘棉签棒、光学擦镜纸、吹风球等。
3. 用内六角扳手松开并移除各光学镜头处覆盖的封闭盖板、套筒。在做移除操作时,动作务必轻柔,切不可将光学镜头(片)当前的位置调动,包括旋钮螺杆,不能调动这些装置。
4. 将封闭盖板和套筒拆掉后,从正面对视,观察里面的光学镜片(头)是否有污染物或者灰尘。
5. 用吹风球大致吹一次镜头。操作前要先空吹几下,而后再吹镜头。手握吹风球的方法就像握木棍一样,出风嘴朝下,吹气时四指向着手掌心快速挤压吹风球,这种方法基本可保证吹风嘴方向稳定。要小心吹风嘴碰镜头。
6. 用棉签棒擦洗相对明显的赃物或者印记:
将棉签棒前端接触擦拭液液体表面,多少以棉棒头刚好吸满擦拭液为止。切不可将棉签棒全部浸入擦拭液。擦拭时同样是从镜头的中间往边缘划圈擦拭,棉签的一个擦拭面仅能擦拭一次,使用过的棉签禁止再次放入镜头清洁剂中。棉签棒不可重复使用。
7. 用光学擦镜纸擦拭:
对于小的镜头(片),可将准备好的擦镜纸在1/3处对折,换一个方向再在1/3处对折,最后将两次对折的那个角再对折,这样就得到了一个45度的尖角。
将尖角粘少许清洁剂,避免滴液,而后从镜头的中间往边缘划圈擦拭。擦拭一遍过后,这个位置就不能再使用了。还是这块布换一个位置再折出一个尖角,如此返复直至擦净。
当无处可折叠时应换一张纸,不得重复使用;对于大的镜头(片),先将擦镜纸在1/3处对折,而后将食指放入对折布内,再将布沿着手指尖卷出一个尖角即可。
3.激光参数对电性能的影响
3.1 实验样品
实验选取的样品采用成熟的PERC技术,每组样品激光处开槽处理之前工艺完全相同,且背面SixNy颜色相近(SixNy颜色随着厚度呈周期性变化),以保证实验样品的一致性和实验数据的准确性。
3.2实验研究内容
实验研究背钝化技术在激光开槽过程中激光设备各项参数等对电池性能的影响,主要研究内容为:
1. 不同激光功率对电池片性能的影响。实验根据激光器固定参数设定不同的输出功率,以研究不同功率条件下电池片的性能。
2. 不同输出频率对电池片性能的影响。实验通过调整激光器输出频率,探究不同频率条件下的开槽平滑度及电池片性能。
3. 不同开槽形貌对电池片性能的影响。实验通过改变激光开槽线宽及开槽线型,探究不同开槽形貌条件下的电池片性能。
3.3实验工艺流程
1. 原硅片经过成熟的常规工艺制绒、扩散、刻蚀及氧化后;在硅片背表面生长一层厚度约5~8nm的Al2O3;
2. 本实验采用原子层淀积(ALD)的方式生长Al2O3;在Al2O3表面镀一层约150nm的SixNy保护层后,使用PECVD技术在硅片正表面镀一层厚度约为80nm的SixNy减反膜;
3. 最后采用激光技术在硅片背面开槽,打通铝背场与硅片基本的连接通道,使铝背场在印刷烧结后能与硅片产生有效欧姆接触;
4. 硅片开槽后采用相同工艺经过印刷烧结,在相同机台对电池片性能进行测试对比分析,以保证实验数据准确性。
3.4结果分析
1. 不同功率的对比
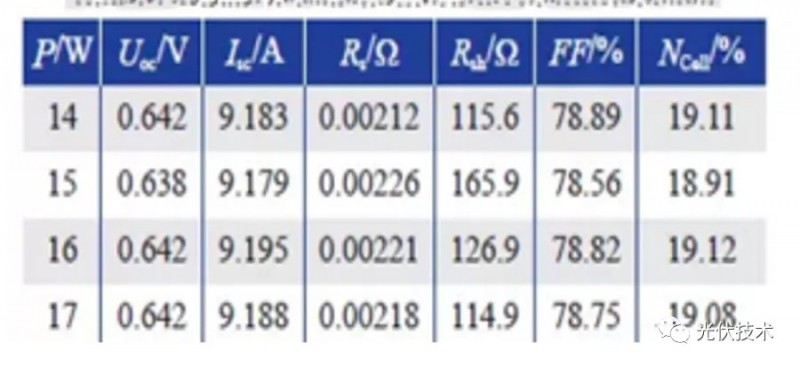
实验采用相同批次片源进行多组对比,在保证前段工艺与激光设备其他参数完全一致的条件下,调节激光器输出功率,比较不同功率条件下成品电池片的电性能差异。
从实验数据可看出,在激光设备功率调节范围内,在实验功率递增的条件下,电池效率波动不明显且无线性变化的趋势,这说明激光设备功率在调节范围内对电池片性能影响并不大。
2.不同频率的对比
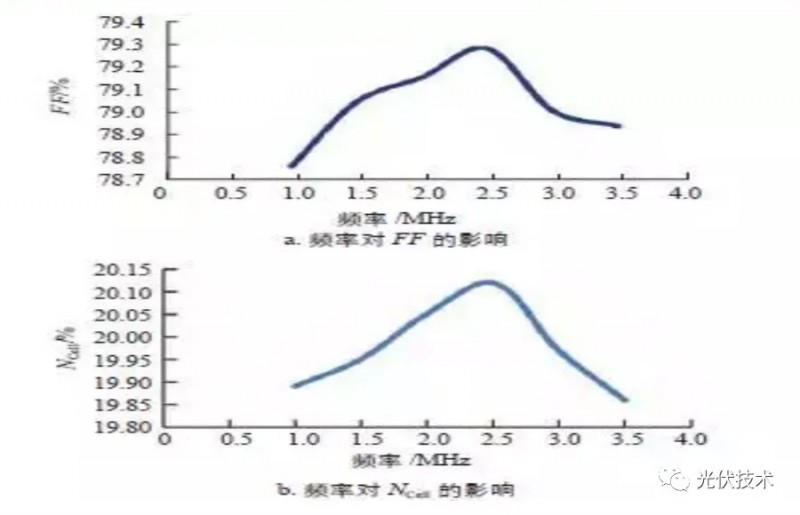
实验选取相同批次片源进行多组对比,在控制其他变量的条件下,研究不同激光频率对电池性能的影响。在实验原有工艺基础上调节激光设备的输出频率,设置激光频率梯度,研究了在1.0、1.5、2.0、2.5、3.0、3.5MHz频率条件下电池片的性能差异,用3D显微镜比较了高频与低频工艺条件下开槽后电池结构的微观形貌,在相同机台对其电性能进行测试对比,验证激光频率对电池性能的影响。
从3D显微镜测试结果来看,低频工艺条件下激光开槽深度较浅,疑似有SixNy残留物,且开槽临界面呈锯齿状结构;高频工艺条件下激光开槽深度相对较深,且开槽临界面十分平整。这可能是因为在一定频率范围内,当激光脉冲作用于电池表面时,频率越高激光能量释放越大,因此开槽效果也相对较好。从电性能数据来看,2.0MHz工艺条件下的电池片性能要优于1.0MHz工艺。
电池片效率随着激光输出频率逐渐增加呈先升后降的趋势。当激光频率低于2.5MHz 时,电池片性能随着频率升高而呈递增趋势;当激光频率高于2.5MHz时,电池片性能随着频率升高而呈递减趋势。
对比实验数据不难看出,当频率超过2.5MHz时,电池片填充因子FF也呈下降趋势,进一步影响了电池片效率。这可能是由于在激光开槽的过程中,激光能量被SixNy/Al2O3钝化介质膜吸收的同时,少部分溢出的能量也会被硅衬底吸收;
事实上,激光能量大部分还是被SixNy/Al2O3钝化介质膜吸收,以减少对原硅片的损伤。而随着激光频率增加,激光脉冲能量随之增大,开槽效果也相对越好;当激光频率超过2.5MHz时,激光能量在刻穿SixNy/Al2O3钝化介质膜的基础上对硅片表面产生了损伤,从而影响了电池片性能。
3. 不同形貌对比
实验选取相同批次片源进行多组对比,在保证其他工艺条件完全一致的情况下,研究不同开槽形貌(线宽、线型)对电池性能的影响。两组实验分别选取相同片源,其中实验通过3D显微镜测试对比了不同开槽线宽时电池性能的差异;而后选取A组实验样品采用连续线开槽工艺,B组实验样品采用间断线(开槽0.8mm,不开槽0.2mm)开槽工艺,比较不同开槽线型条件下电池片性能,实验数据下图
从线宽可知,在控制其他变量的条件下,当开槽线宽逐渐增加时,电池片性能也随之提高,这可能是因为相对大的开槽面积提高了电池片表面载流子的运输性能,从而使电池片性能得到提升。
从线型可知,间断线开槽工艺生产的电池片效率要比连续线开槽工艺高0.10%。而在其他实验中发现,在烧结炉温和铝浆相同时,连续线开槽工艺所生产的电池片在经过印刷烧结后背场更易产生铝珠和铝刺,而间断线开槽工艺所生产的电池片则几乎没有,这也从侧面证实了间断线开槽工艺的优越性。
3.5实验结论
本实验采用控制变量法研究了PERC电池激光开槽时的激光频率、开槽形貌、设备功率对电池片性能的影响。实验表明:
1. 激光器输出功率在14~17W范围内,设备功率对电池片性能并无直接影响。
2. 激光频率在1.0~3.5MHz范围内,当输出频率低于2.5MHz时,电池片性能随着激光器输出频率升高而呈递增趋势;当激光器输出频率高于2.5MHz时,设备输出频率升高则会影响FF,从而使电池片性能降低,这可能与激光开槽深度有关。
3. 当开槽线型相同时,开槽线宽在33~38μm范围内时电池片性能随着开槽线宽增加而提升,这可能是由于相对较大的开槽面积增进了铝背场与硅片的有效欧姆接触,从而提升了电池性能;而就开槽线型而言,间断型开槽工艺要优于连续型开槽工艺。
4. 激光工艺过程注意事项
4.1 生产注意事项
1. 工艺卫生:台面、吸盘、皮带每班生产前进行擦拭;
2. 生产前需确认激光工艺、激光状态,激光功率:目标值±0.3W;
3. 生产过程中每50片确认一次激光图形无异常;
4. 异常硅片、手接触片全部返工处理;
5. 激光光斑控制范围:34±4μm;
6. 激光后未印刷硅片在制品时间不得超过2小时。
4.2 激光调试注意事项
1. 生产前确认激光状态及激光功率是否开启;
2. 生产前确认生产硅片种类,根据情况更改激光图形;
3. 连续生产前试生产几片,查看外观、激光图形等,确认后交付生产;整幅面光斑均匀性不好。
4.3 设备检查以及维护
1. 每天生产任务完成后需对设备进行清洁,主要有台面、白色匀光板、吸盘、装载盒、传送皮带、主机内部大理石表面、抽尘口区域,使用无尘布蘸酒精清洁即可。
2. 设备运行10天后,使用吸尘器对设备内部进行彻底清理,以免硅片碎片或粉尘长期堆积造成机构堵塞、电气短路等。
3. 相机光源设备每运行一周,定时检查相机光源是否有污染。